汕头六工位绕线机工作原理
包括过线部件1、绕线部件2、张力器部件3、定位部件4、线轮7、定子定位套14和气动剪刀15,绕线部件2的一侧固定连接有过线部件1,便于利用过线部件1将其线体导入到绕线部件2上,从而来为无刷定子本体13绕线,过线部件1上部固定连接有定位部件4,定位部件4上安装有线轮7,线轮7与定位部件4转动连接,利用定位部件4上的线轮7来实现外界线体引入时的输线以及定位输送的作用,定位部件4上固定连接有一气缸8,一气缸8运行带动线轮7移动调试其位置,从而便于对线轮7进行位置调试,绕线部件2背离过线部件1的一侧固定连接有张力器部件3,张力器部件3用来调节引入线体的拉线张力,避免线体损坏,张力器部件3的上部固定连接有定子定位套14,定子定位套14的上部安置有无刷定子本体13,利用定子定位套14来固定无刷定子本体13,从而便于对其无刷定子本体13进行绕线处理,张力器部件3的上部固定连接有第四气缸16,第四气缸16的上部固定连接有气动剪刀15,便于利用第四气缸16来带动气动剪刀15来运行将其卷绕好线体的剪断,从而方便取下绕线好的无刷定子本体13,来进行下个绕线工作。进一步,绕线部件2的左侧固定连接有一电机5和第二电机6。全自动绕线机:提高生产效率,降低人工成本。汕头六工位绕线机工作原理
绕线机
自动双工位定子绕线机是一种先进的绕线设备,具有高效率、高精度和高可靠性的特点。它采用先进的机械传动系统和控制系统,能够实现自动化、智能化的在绕线操作。自动双工位定子绕线机中,有两个工位可以同时进行绕线操作,这相当大的程度上提高了生产效率。同时,它还采用了高精度的伺服控制系统,可以实现对电机转子的精确控制,确保绕线的精度和可靠性。此外,自动双工位定子绕线机还具有自动上料、自动排线、自动剪线和自动下料等功能,这进一步它提还高可了以生根产据效不率同和的质电量机。型号和规格,快速更换不同的模具和绕线架,适应不同的生产需求。在生产过程中,自动双工位定子绕线机还能够实现实时监控和故障诊断,及时发现和解决问题,确保生产的顺利进行。它还可以通过计算机界面进行参数设置和操作控制,方便快捷地进行生产操作。汕头六工位绕线机工作原理绕线机的使用范围是怎样的?
无刷定子绕线机本技术涉及电机定子生产,具体为无刷定子绕线机。技术介绍电机定子一般由本体及本体外圆绕线槽中的导线构成,在目前,导线在绕线槽中的卷绕加工一般是通过手工进行的,该加工方式不只效率底,同时劳动强度大,很容易造成作业者双手的损伤。此外,因手工卷绕时一般是将多根导线收拢成一股后再嵌入到绕线槽中,而收拢后的导线整体线径要大于绕线槽的进口间隙,这导致嵌入过程中很容易导致导线外层绝缘层的损伤剥落,严重影响了卷绕质量,卷绕圈数不好控制,产品合格率低,稳定性差。再者,以上成股嵌入的卷绕方式在卷绕时需要费很大的力气,但实际加工中作业者为考虑交工效率,拉的都不会很紧实,使得不同次卷绕的导线股与股之间的缝隙很大,进而导致定子的槽满率比较低,同时也使大量的导线外露,不只浪费线材且影响了定子的工作稳定性。技术实现思路(一)解决的技术问题针对现有技术的不足,本技术提供了无刷定子绕线机,解决了手动绕线速度慢、效率低,且不便于控制定子绕线的质量,导致绕线的合格率低、稳定性差的问题。(二)技术方案为实现上述目的,本技术提供如下技术方案:无刷定子绕线机。
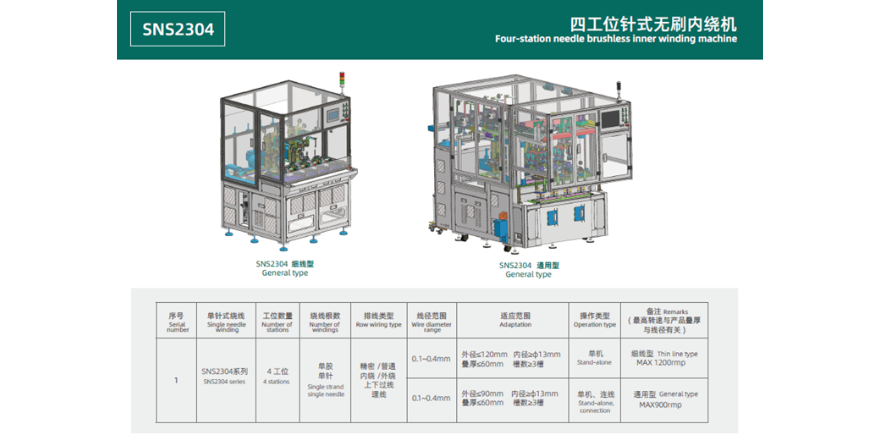
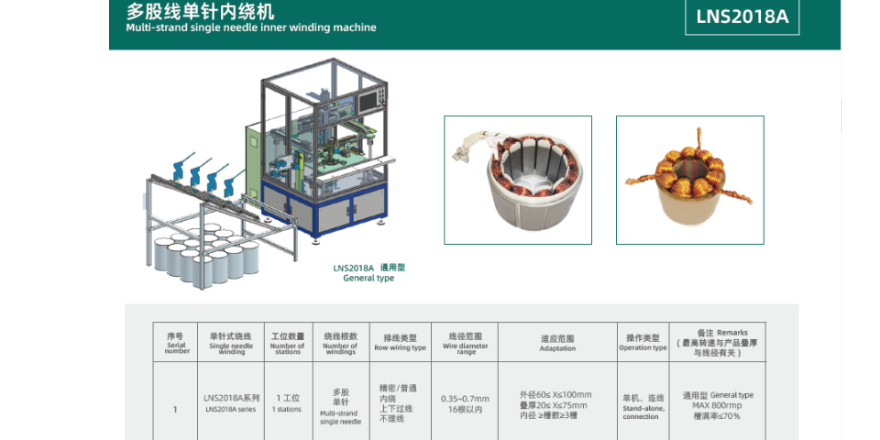
全自动绕线机工作原理及绕线方式:1.飞叉外绕线机,这是比较常见的外绕线方式,针对槽口向外的定子产品,有刷电机也可以采用这种绕线方式,相对经济。工作原理就是利用飞叉的高速旋转,带动线嘴旋转,线嘴带着漆包线跟着运动,在模头、模具、护板相互作用下,把线卡进定子槽口里,可以实现精密排线,前提是机器配置够好,模具、排线装置、及控制器精密度好。2.针式内绕机,这是比较常见的内绕线方式,针对槽口向内的定子产品,可分为上勾线绕线和下勾线绕线方式,这主要取决于出线要求。工作原理就是伺服带动针杆高速上下运动,针杆上有线嘴,线嘴带着线一起运动,在上下运行的同时前后移动,同时模具不停的左右移动,然后漆包线就绕进定子槽口里,可实现精密排线。以上就是无刷电机全自动绕线机工作原理及绕线方式,当然也还有其他的绕线方式,这里只介绍的主要绕线方式,还有外绕产品也适用于内绕设备,在要求比较高、资金充足的的情况下,可以考虑,但内绕机相对较贵。绕线机的调机步骤分为哪几步?
包括过线部件、绕线部件、张力器部件、定位部件、线轮、定子定位套和气动剪刀,所述绕线部件的一侧固定连接有过线部件,所述过线部件上部固定连接有定位部件,所述定位部件上安装有线轮,所述定位部件上固定连接有一气缸,所述绕线部件背离过线部件的一侧固定连接有张力器部件,所述张力器部件的上部固定连接有定子定位套,所述定子定位套的上部安置有无刷定子本体,所述张力器部件的上部固定连接有第四气缸,所述第四气缸的上部固定连接有气动剪刀。推荐的,所述绕线部件的左侧固定连接有一电机和第二电机,所述一电机和第二电机均固定连接在绕线部件上部的架体上,且绕线部件上部的架体与下部的基座通过滑轨滑动连接,所述绕线部件上架体的内部中间位置处固定连接有第三电机,所述绕线部件的架体上固定连接有第二气缸、第三气缸和线嘴。推荐的,所述绕线部件上架体的下部通过固定连接的滑块与绕线部件下部基座上的滑轨滑动连接,所述绕线部件上的滑轨设置有两组,且绕线部件上的两组滑轨之间相互垂直设置。推荐的,所述张力器部件的下部固定连接有第四电机,所述第四电机上部的输出轴与张力器部件上部的定子定位套固定连接。使用绕线机需要注意什么?舟山转子绕线机工作原理
绕线机专业研发生产厂家—深圳市金岷江智能装备有限公司。汕头六工位绕线机工作原理
定子绕线机是由各种高科技装置组成的自动化电机组装线设备,它的自动化程度非常高,而且功能齐全,动力强劲。不过跟所有的机械设备一样,定子绕线机在使用了一段时间之后可能会发生各类故障问题。1、定子绕线机排线不再整齐发生这种情况的时候首先要了解它是在正常加工的时候发生这种现象,还是换了产品调试了后出现的。前面一种情况基本上是因为硬件出现问题了,而后面这种情况大部分是因为设置问题。硬件问题的可能是因为工装夹具松动、排线机构紧固螺丝松动、排线机构润滑不佳导致步进电机负载过重步进电机失步所引起排线不整齐。汕头六工位绕线机工作原理
上一篇: 汕头转子绕线机多少钱一台
下一篇: 汕头六工位绕线机设备厂家